

მე ვხედავ, როგორერთხრახნიანი ლულებიპლასტმასის გადამუშავების ტრანსფორმაცია. როდესაც გრანულაციის გადამუშავებისთვის ერთხრახნიან ლულას ვიყენებ, ვამჩნევ უკეთეს დნობის ხარისხს, სტაბილურ შერევას და ნაკლებ ცვეთას. ჩემიპლასტმასის ექსტრუდერი პლასტმასის გადამუშავებისთვისუფრო გლუვად მუშაობს. ზუსტი ტემპერატურისა და ხრახნის სიჩქარის წყალობით, ჩემიპლასტმასის გადამუშავების ექსტრუდერიაღწევს უფრო მაღალ წარმადობას და გრანულების ხარისხს.
- დნობის ნაკადი
- ხრახნის სიჩქარე
- ლულის ტემპერატურა
- ძვრის სტრესის მართვა
ეფექტურობის განმაპირობებელი ძირითადი მექანიზმები

გაუმჯობესებული დნობის ჰომოგენიზაცია
როდესაც ჩემს გადამუშავების ექსტრუდერს ვმართავ, ყურადღებას ერთგვაროვანი დნობის მიღწევაზე ვამახვილებ. დნობის ჰომოგენიზაცია გულისხმობს პლასტმასის საფუძვლიანად შერევას დნობისას, რათა ყველა პელეტს ჰქონდეს ერთი და იგივე ხარისხი. მე ვისწავლე, რომდნობის ტემპერატურისა და ნაკადის კონტროლიაუცილებელია. პლასტმასის, მაგალითად, ნეილონისა და პოლიპროპილენის კვლევები აჩვენებს, რომ როდესაც დნობის ერთგვაროვან ფენას ვინარჩუნებ, უკეთეს გადამუშავებულ გრანულებს ვიღებ. თუ დნობა ერთგვაროვანი არ არის, გადამუშავებული პლასტმასი შეიძლება სუსტი ან მსხვრევადი გახდეს.
გრანულების ხარისხში განსხვავებას ვხედავ, როდესაც ვიყენებ ერთხრახნიან ლულას, რომელიც უკეთესი შერევისთვისაა შექმნილი. მაგალითად, დნობის მდგომარეობაში ჰომოგენიზაციის კვლევა აჩვენებს, რომ ერთხრახნიან ლულებში მაღალი ძვრის შერევა აუმჯობესებს გადამუშავებული პლასტმასის ფიზიკურ და თერმულ ერთგვაროვნებას. ეს პროცესი ამცირებს დამაბინძურებლებს და ცვლის პოლიმერის სტრუქტურას ისე, რომ ხელს უწყობს გადამუშავების შემდგომ ეტაპებს. შევამჩნიე, რომ ჩემს გადამუშავებულ გრანულებს ნაკლები დეფექტი და უკეთესი შესრულება აქვთ, როდესაც დნობა ერთგვაროვანია.
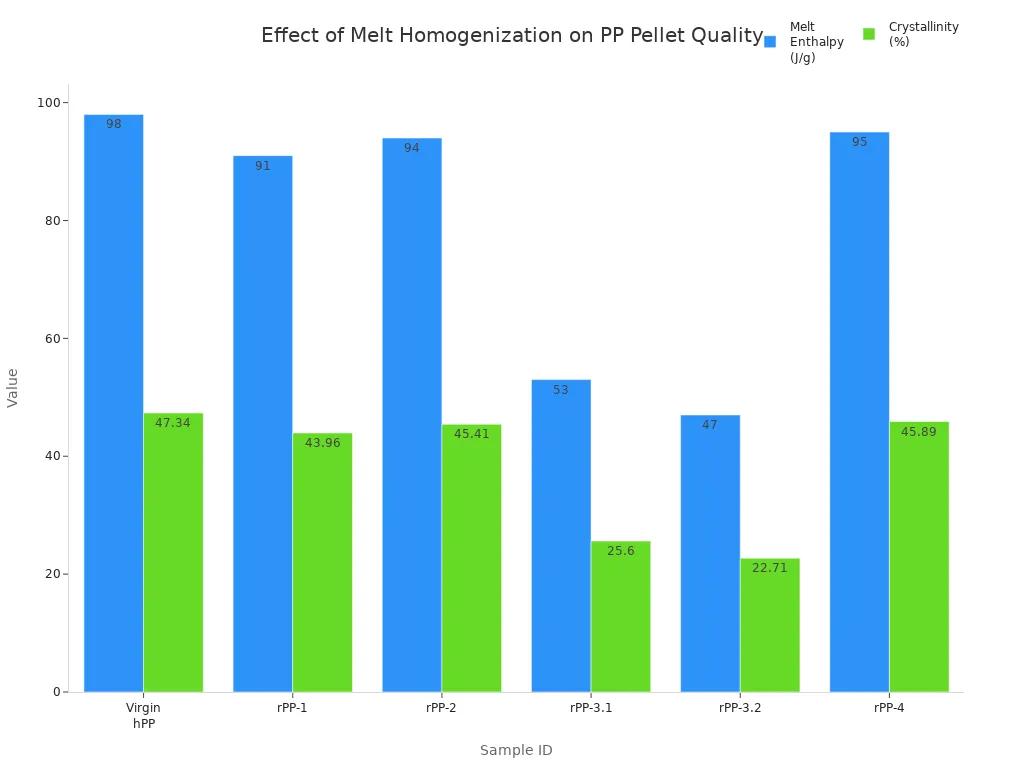
ციფრები ადასტურებს იმას, რასაც ჩემს სახელოსნოში ვხედავ. როდესაც ვადარებ გადამუშავებულ პოლიპროპილენის ნიმუშებს, უფრო მაღალი კრისტალურობისა და დნობის ენთალპიის მქონე ნიმუშები უფრო ჰგავს და მუშაობს ხელუხლებელ პლასტმასს. აქ მოცემულია ცხრილი, რომელიც აჩვენებს, თუ როგორ მოქმედებს სხვადასხვა დამუშავების პირობები გრანულების ხარისხზე:
| ნიმუშის ID | დნობის ენთალპია (ჯ/გ) | კრისტალურობა (%) |
|---|---|---|
| ხელუხლებელი ჰომოპოლიმერი PP (hPP) | 98 | 47.34 |
| გადამუშავებული PP-1 (rPP-1) | 91 | 43.96 |
| გადამუშავებული PP-2 (rPP-2) | 94 | 45.41 |
| გადამუშავებული PP-3.1 (rPP-3.1) | 53 | 25.60 |
| გადამუშავებული PP-3.2 (rPP-3.2) | 47 | 22.71 |
| გადამუშავებული PP-4 (rPP-4) | 95 | 45.89 |
მე ყოველთვის ისეთი შედეგების მიღწევას ვცდილობ, როგორიცაა rPP-1, rPP-2 და rPP-4, რომლებიც ახლოსაა პირველადი PP-სთან. უფრო დაბალი მაჩვენებლები, როგორიცაა rPP-3.1 და rPP-3.2, მიუთითებს, რომ დნობა კარგად არ იყო შერეული ან დაბინძურებული იყო.
როდესაც ვაკონტროლებ დნობის ნაკადს და შერევას, საბოლოო პროდუქტში უკეთეს მექანიკურ თვისებებსაც ვხედავ. ჩემი გადამუშავებული გრანულები თითქმის ისევე კარგად იჭიმება და უძლებს, როგორც ახალი პლასტმასი, რაც იმას ნიშნავს, რომ მათი გამოყენება უფრო მომთხოვნი დანიშნულებითაც შემიძლია.
ოპტიმიზებული ხრახნის გეომეტრია
ჩემს ექსტრუდერში არსებული ხრახნის ფორმასა და დიზაინს დიდი მნიშვნელობა აქვს. ვცადე სხვადასხვა გეომეტრიის ხრახნები და შევნიშნე, თუ როგორ მოქმედებს ისინი ენერგიის მოხმარებაზე, დნობის ხარისხსა და გამომავალზე. როდესაც სწორი გეომეტრიის ხრახნს ვიყენებ, უფრო თანმიმდევრულ შერევას და უფრო მაღალ გამტარუნარიანობას ვიღებ. ასევე ნაკლებ ენერგიას ვიყენებ, რაც ფულს ზოგავს და ამცირებს ჩემი აღჭურვილობის ცვეთას.
- ხრახნის გეომეტრია გავლენას ახდენს საჭირო ენერგიის რაოდენობაზე და დნობის ტემპერატურის სტაბილურობაზე..
- ხრახნის ბრუნვის სიჩქარის გაზრდამ შეიძლება შეამციროს ენერგიის მოხმარება, თუმცა ხრახნის დიზაინი მასალას უნდა შეესაბამებოდეს.
- ბარიერული ხრახნები და შერევის ელემენტები ხელს უწყობს დნობის ტემპერატურის თანაბარ შენარჩუნებას და შერევის გაუმჯობესებას.
- ზოგიერთი ხრახნის დიზაინი საშუალებას მაძლევს ექსტრუდერი უფრო სწრაფად გავატარო ხარისხის დაკარგვის გარეშე.
- სწორი ხრახნის გეომეტრია აბალანსებს ენერგოეფექტურობას მაღალ გამომავალთან და კარგ დნობის ხარისხთან.
მინახავს, რომ ბარიერული ხრახნები, რომლებიც მყარ და გამდნარ პლასტმასს ყოფენ, საშუალებას მაძლევს, უფრო მაღალი სიჩქარით ვიმუშაო და მეტი გამომავალი მივიღო. თუმცა, გამტარუნარიანობას უნდა დავაკვირდე, რათა დნობის ერთგვაროვნება შევინარჩუნო. ისეთი ელემენტების შერევა, როგორიცაა მადოკის ძვრის მონაკვეთი, უკეთეს ჰომოგენიზაციას მაძლევს, რაც ჩემს გრანულებში ნაკლებ დეფექტს ნიშნავს.
აქ მოცემულია ხრახნების ტიპებისა და მათი ეფექტების სწრაფი შედარება:
| ხრახნიანი გეომეტრია | შერევის კონსისტენცია (ჰომოგენურობა) | გამტარუნარიანობა | შენიშვნები |
|---|---|---|---|
| ბარიერის ხრახნები | კარგია მაღალი გამტარუნარიანობით, საჭიროებს ფრთხილად კონტროლს | მაღალი | საუკეთესოა დიდი პარტიებისთვის, ყურადღება მიაქციეთ არათანაბარ შერევას ძალიან მაღალი სიჩქარით |
| სამსექციიანი ხრახნები | სტაბილური, მაგრამ დაბალი გამტარუნარიანობა | ზომიერი | კარგია სტაბილური წარმოებისთვის, ნაკლებად მოქნილი |
| შერევის ელემენტები | შესანიშნავი ჰომოგენიზაცია | მერყეობს | Maddock-ის მაკრატელი საუკეთესო შერევას უზრუნველყოფს, განსაკუთრებით გამძლე პლასტმასისთვის. |
მე ყოველთვის ვირჩევ ხრახნის გეომეტრიას, რომელიც შეესაბამება იმ პლასტმასს, რომელსაც ვამუშავებ. ამ გზით, ვიღებ სიჩქარის, ხარისხისა და ენერგიის მოხმარების საუკეთესო ბალანსს.
მოწინავე ლულის მასალები
ხრახნიანი ლულის მასალას ისეთივე მნიშვნელობა აქვს, როგორც მის დიზაინს. მე ვეყრდნობი მაღალი ხარისხის შენადნობის ფოლადებისგან დამზადებულ ლულებს, როგორიცაა 38CrMoAl, რომლებიც უზრუნველყოფენ სიმტკიცეს და სიმტკიცეს. როდესაც ვიყენებ აზოტირებული ზედაპირის მქონე ლულებს, ვხედავ სიმტკიცის მნიშვნელოვან ზრდას. ეს ნიშნავს, რომ ჩემი აღჭურვილობა უფრო დიდხანს ძლებს, მაშინაც კი, როდესაც ვამუშავებ აბრაზიულ ან დაბინძურებულ პლასტმასს.
- შენადნობი ფოლადები, როგორიცაა 38CrMoAlA და AISI 4140, მაძლევს საჭირო გამძლეობას.
- ფხვნილის მეტალურგიის ფოლადები კიდევ უფრო უკეთეს ცვეთასა და კოროზიისადმი მდგრადობას უზრუნველყოფს.
- ნიტრიდინგი ზრდის ზედაპირის სიმტკიცეს, ხშირად HV900 ან მეტს აღწევს.
- ბიმეტალური საფარი, როგორიცაა ვოლფრამის კარბიდი, იცავს აბრაზიული შემავსებლებისგან.
- ქრომირებული მოპირკეთება ჟანგისა და ცვეთის წინააღმდეგ დაცვის კიდევ ერთ ფენას ქმნის.
შევამჩნიე, რომ როდესაც ამ მოწინავე მასალებითა და საფარით დამზადებულ ლულებს ვიყენებ, ნაკლებ დროსა და ფულს ვხარჯავ მოვლა-პატრონობაზე. ჩემი ექსტრუდერი უფრო დიდხანს მუშაობს მომსახურების ინტერვალებს შორის და არ მიწევს ისე დიდი ფიქრი გაფუჭებაზე. ეს საიმედოობა საშუალებას მაძლევს, ყურადღება მაღალი ხარისხის გადამუშავებული გრანულების წარმოებაზე გავამახვილო.
რჩევა:ყოველთვის ემთხვეოდესლულის მასალათქვენს მიერ დამუშავებული პლასტმასისა და დანამატების ტიპებზე. უფრო გამძლე მასალები და საფარები უფრო მომგებიანია, როდესაც აბრაზიულ ან შერეულ პლასტმასის ნარჩენებს ამუშავებთ.
გაუმჯობესებული დნობის ჰომოგენიზაციის, ოპტიმიზებული ხრახნის გეომეტრიისა და მოწინავე ლულის მასალების კომბინაციით, მე ვაღწევ უფრო მაღალ ეფექტურობას და უკეთეს შედეგებს პლასტმასის გადამუშავების ოპერაციაში. ეს მექანიზმები ერთად მუშაობენ თანმიმდევრული ხარისხის, უფრო მაღალი წარმადობისა და დაბალი ხარჯების უზრუნველსაყოფად.
გადამუშავების საერთო გამოწვევების გადაჭრა
დაბინძურების და ცვლადი ნედლეულის წინააღმდეგ ბრძოლა
როდესაც ჩემს გადამუშავების ოპერაციას ვაწარმოებ, ყოველდღიურად ვაწყდები არაპროგნოზირებად ნედლეულს. ზოგიერთი პარტია შეიცავს სუფთა, ერთგვაროვან პლასტმასს. სხვები კი ჭუჭყთან, ლითონთან ან ტენიანობასთან შერეული მოდის. ვიცი, რომ არარეგულარული ფორმის ხელახლა დაფქულ ნაწილაკებს უფრო დაბალი მოცულობითი სიმკვრივე აქვთ, ვიდრე პირველადი გრანულებს. ეს ამცირებს გამტარუნარიანობას და ართულებს ჩემი ექსტრუდერის მუშაობას. თუ ამ პრობლემებს არ მოვაგვარებ, უფრო მაღალ დნობის ტემპერატურას და გრანულების ხარისხის გაუარესებას დავინახავ.
ამ გამოწვევებთან გამკლავებისთვის ჩემს ერთხრახნიან ცილინდრს ვეყრდნობი. ოპტიმიზებული მიწოდების ზონის გეომეტრია, განსაკუთრებით გაფართოებული მიწოდების ჯიბეები, აუმჯობესებს მიწოდებას და მყარი ნივთიერებების ტრანსპორტირებას. ეს დიზაინი ხელს უშლის მასალის სტაგნაციას და ინარჩუნებს ნაკადს სტაბილურად. შევამჩნიე, რომ ჩემი ექსტრუდერი ინარჩუნებს დნობის ხარისხს მაშინაც კი, როდესაც ვამუშავებ შერეულ ან დაბინძურებულ პლასტმასს.
პლასტმასის გადამუშავებისას ჩემს წინაშე არსებული ძირითადი სირთულეებია:
- არარეგულარული ხელახალი დაფქვის ფორმები და დაბალი მოცულობითი სიმკვრივე
- შემცირებული გამტარუნარიანობა და ეფექტურობა
- უფრო მაღალი დნობის ტემპერატურა და ვიწრო დამუშავების ფანჯრები
- დაბინძურება და მასალის დეგრადაცია
- შერეული პლასტმასის დამუშავების ცვალებადობა
ჩემი ერთხრახნიანი ცილინდრი ამ პრობლემების დაძლევაში მეხმარება. ვხედავ უკეთეს მიწოდების ეფექტურობას, მასალის თანმიმდევრულ ნაკადს და ენერგიის დაბალ მოხმარებას. ეს ტექნოლოგია საშუალებას მაძლევს, ხარისხის შელახვის გარეშე დავამუშაო გადამუშავებული პლასტმასის უფრო ფართო სპექტრი.
ხშირად ვადარებ ერთხრახნიან ექსტრუდერებს ორხრახნიან ექსტრუდერებს. ორხრახნიანი მანქანები შესანიშნავ შერევას და დეგაზაციას გვთავაზობენ, თუმცა მათ მაღალი წნევა და დაბინძურება უჭირთ. ერთხრახნიანი ექსტრუდერები, ჩემის მსგავსად, ფილტრაციის ინტენსიური გადამუშავების პროცესს ახერხებენ და დამაბინძურებლებს უკეთ იტანენ. აქ მოცემულია მოკლე შედარება:
| ფუნქცია | ერთხრახნიანი ექსტრუდერი | ორმაგი ხრახნიანი ექსტრუდერი |
|---|---|---|
| შერევის ეფექტურობა | ზომიერი შერევა, შეზღუდული ჰომოგენიზაცია | შესანიშნავი შერევა, ინტენსიური განაწილებითი/დისპერსიული მოქმედება |
| ტემპერატურის ერთგვაროვნება | ზომიერი, ცხელი/ცივი წერტილებისკენ მიდრეკილი | დნობის ტემპერატურის უნიფორმული განაწილება |
| გამომავალი სტაბილურობა | კარგია, შეიძლება პულსაცია ჰქონდეს | თანმიმდევრული, სტაბილური გამომავალი |
| მასალის მრავალფეროვნება | საუკეთესოა ერთგვაროვანი, ხელუხლებელი მასალებისთვის | უმკლავდება დანამატებს, ნარევებს, დაბინძურებულ ნედლეულს |
| დეგაზაციის შესაძლებლობა | შეზღუდული ან საერთოდ არ არსებობს | მაღალი, ვაკუუმის პორტებით და ვენტილაციის ზონებით |
| იდეალური გამოყენების შემთხვევა | მცირე მასშტაბის, სუფთა, ხელუხლებელი ABS | სამრეწველო მასშტაბის, სპეციალური, ფერადი, გადამუშავებული ABS |
მე ერთხრახნიან ლულებს მათი მაღალი წნევის შესაძლებლობებისა და დამაბინძურებლების მიმართ უკეთესი ტოლერანტობის გამო ვირჩევ. ეს გადაწყვეტილება მეხმარება ძვირადღირებული რემონტის თავიდან აცილებაში და ჩემი გადამუშავების ხაზის შეუფერხებლად მუშაობაში.
აბრაზიული მასალებისგან ცვეთის შემცირება
აბრაზიული პლასტმასები და შემავსებლები, როგორიცაა მინის ბოჭკოები, ტალკი და კალციუმის კარბონატი, ჩემს ქარხანაში დიდ გამოწვევას წარმოადგენს. ეს მასალები სწრაფად ცვდება ხრახნებსა და ლულებს. ადრე ხშირად ვცვლიდი კომპონენტებს, რაც ზრდიდა შეფერხების დროს და ხარჯებს.
ახლა მე ვიყენებ ერთხრახნიან ლულებს, რომლებსაც აქვთ მოწინავე ზედაპირული დამუშავება და საფარი. ჩემს ლულას აქვს აზოტირებული ზედაპირი და ბიმეტალური შენადნობის ფენები. ეს გაუმჯობესებები ზრდის სიმტკიცეს და ეწინააღმდეგება ცვეთას. დიდ განსხვავებას ვხედავ გამძლეობაში. ჩემი აღჭურვილობა უფრო დიდხანს ძლებს, მაშინაც კი, როდესაც ვამუშავებ მტკიცე, აბრაზიულ პლასტმასს.
ძირითადი დიზაინის მახასიათებლები, რომლებიც ცვეთის მინიმუმამდე დაყვანაში მეხმარება, მოიცავს:
- ოპტიმიზირებული ხრახნის გეომეტრია წნევის მკვეთრი ცვალებადობისა და დნობის ტურბულენტობის თავიდან ასაცილებლად
- ცვეთამედეგი მასალებისა და სპეციალიზებული საფარების შერჩევა
- სპეციფიკური ნედლეულისა და შემავსებლისთვის მორგებული დიზაინი
- ზუსტი დამუშავება გლუვი ზედაპირისთვის
- სიმულაციური პროგრამული უზრუნველყოფა დნობის წნევის განაწილების გასაგებად
გავიგე, რომყველაზე მაღალი ცვეთა გარდამავალ მონაკვეთთან ახლოს ხდება, სადაც მყარი სხეულები იკვრება და წნევა იზრდება. სწორი მასალებისა და საფარის არჩევით, მეცვეთის 60%-მდე შემცირებამაღალი ცვეთის ზონების, როგორიცაა მიწოდებისა და გადმოტვირთვის ზონები, რეგულარული შემოწმება და მოვლა-პატრონობა ჩემს ექსტრუდერს იდეალურ მდგომარეობაში ინარჩუნებს.
რჩევა:ჩემი ხრახნიანი ლულის დიზაინს ყოველთვის ვუთავსებ ჩემს მიერ დამუშავებულ პლასტმასებსა და შემავსებლებს. ეს მიდგომა ახანგრძლივებს აღჭურვილობის სიცოცხლის ხანგრძლივობას და აუმჯობესებს წარმოების ეფექტურობას.
პროცესის სტაბილურობისა და გამომავალი თანმიმდევრულობის გაუმჯობესება
მაღალი ხარისხის გადამუშავებული გრანულების წარმოებისთვის აუცილებელია სტაბილური დამუშავება. ერთხრახნიანი ლულის ტექნოლოგიის დანერგვამდე, მიჭირდა დინების ტალღების აწევა, დნობის არასტაბილურობა და მყარი ნივთიერებების ცუდი ტრანსპორტირება. ამ პრობლემებმა გამოიწვია წარმოების დაბალი მაჩვენებლები, ჯართის ზრდა და შრომის ხარჯების ზრდა.
ჩემი JT ერთხრახნიანი ცილინდრით, მე ვაღწევ სტაბილურ დნობის ნაკადს და თანმიმდევრულ გამომავალს. მოწინავე მართვის სისტემები, მათ შორის სენსორები და ლოგიკური კონტროლერები, მეხმარება სტაბილური ტემპერატურისა და წნევის შენარჩუნებაში. მე ყურადღებით ვაკვირდები პროცესის პირობებს, რათა თავიდან ავიცილო რყევები, რამაც შეიძლება გამოიწვიოს ოპერაციის დესტაბილიზაცია.
მე ვიყენებბიმეტალური შენადნობები და მოწინავე საფარიცვეთისა და კოროზიისადმი მდგრადობის გასაუმჯობესებლად. ეს მახასიათებლები კრიტიკულად მნიშვნელოვანია აბრაზიული ან გადამუშავებული პლასტმასის დასამუშავებლად. სტაბილური დამუშავების პირობები ხელს უშლის პროდუქტის თვისებების ვარიაციას და ამცირებს ნარჩენებს.
აქ მოცემულია ნაბიჯები, რომლებსაც მე ვდგამ პროცესის სტაბილურობის შესანარჩუნებლად:
- რეგულარული მოვლა და ნახმარი ხრახნებისა და ლულების დროული შეცვლა
- ტემპერატურისა და წნევის მონიტორინგი მოწინავე მართვის სისტემებით
- უკეთესი ერთგვაროვნებისა და შერევისთვის, ხრახნიანი პროფილების გამოყენება
- მაღალი ცვეთის ზონების შემოწმება მოულოდნელი შეფერხების შესამცირებლად
კვლევები აჩვენებს, რომ ხრახნის სიჩქარისა და ტემპერატურის ზონების ოპტიმიზაცია ზრდის გამტარუნარიანობას და აუმჯობესებს გადამუშავებადობას. ხრახნის დაბალი სიჩქარე ზრდის ბრუნვის მომენტს და ამცირებს მექანიკურ ენერგიას, რაც იწვევს უკეთეს ეფექტურობას და უფრო თანმიმდევრულ გამომავალს. ჩემი ხრახნის ცილინდრის დიზაინის ოპტიმიზაციის შემდეგ, მე დავარეგისტრირე გამომავალი სიჩქარის 18%-დან 36%-მდე ზრდა.
შენიშვნა:მუდმივი შემოწმება და პროგნოზირებადი მოვლა-პატრონობა ახანგრძლივებს აღჭურვილობის სიცოცხლის ხანგრძლივობას და აუმჯობესებს პროცესის საერთო სტაბილურობას ჩემი გადამუშავების ოპერაციის დროს.
დაბინძურების, ცვეთისა და პროცესის სტაბილურობის პრობლემების მოგვარებით, ჩემი ერთხრახნიანი ცილინდრი მეხმარება საიმედო, მაღალი ხარისხის გადამუშავებული გრანულების მიწოდებაში. მე თავდაჯერებულად და ეფექტურად ვაკმაყოფილებ თანამედროვე გადამუშავების მოთხოვნებს.
გრანულაციის გადამუშავებისთვის განკუთვნილი ერთხრახნიანი ლულა: რეალური შედეგები

გაზრდილი გამტარუნარიანობა და ხარისხი
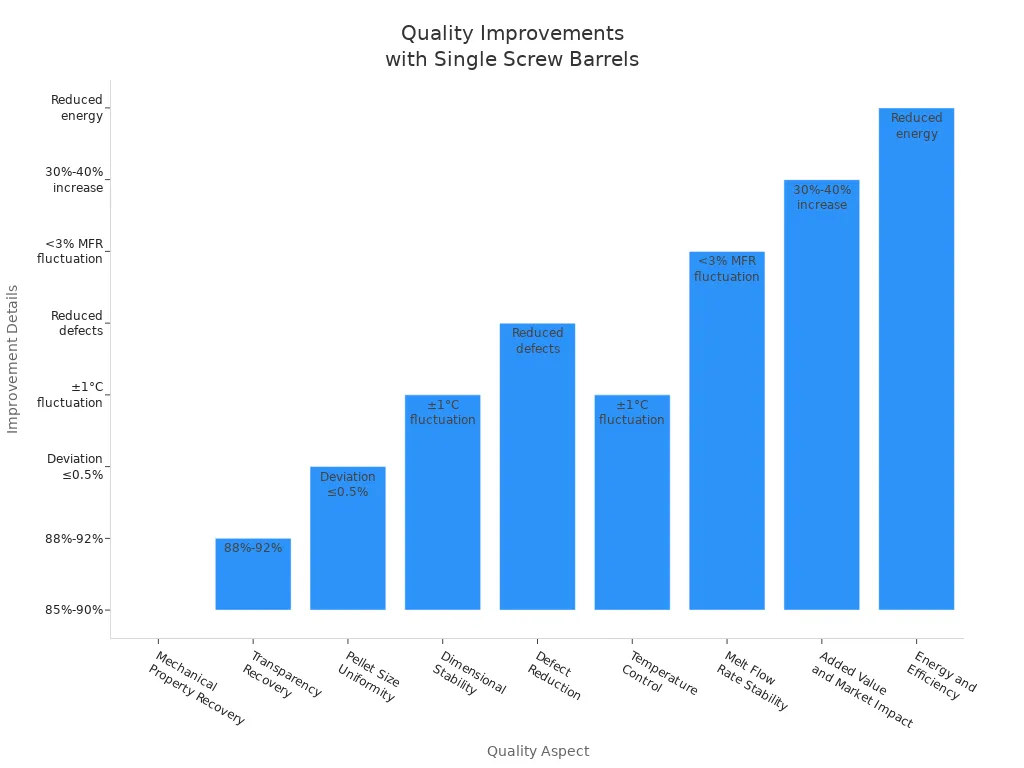
როდესაც გადამუშავებადი გრანულაციისთვის ერთხრახნიან ცილინდრზე გადავედი, დავინახე როგორც გამტარუნარიანობის, ასევე გრანულების ხარისხის აშკარა ზრდა. ჩემი გადამუშავებული გრანულები ახლა უკეთეს მექანიკურ სიმტკიცეს და გაუმჯობესებულ გამჭვირვალობას ავლენს. უფრო ზუსტად შემიძლია გრანულების ზომის კონტროლი, რაც მეხმარება მომხმარებლის მკაცრი მოთხოვნების დაკმაყოფილებაში. გაუმჯობესებული ტემპერატურის კონტროლი ინარჩუნებს დნობის სტაბილურ ნაკადს, ამიტომ ნაკლები დეფექტი და უფრო ერთგვაროვანი გრანულები მაქვს.
| ხარისხის ასპექტი | გაუმჯობესების დეტალები |
|---|---|
| მექანიკური თვისებების აღდგენა | 85%-90%-იანი აღდგენის მაჩვენებელი, გაცილებით მაღალია, ვიდრე ჩვეულებრივი აღჭურვილობით |
| გამჭვირვალობის აღდგენა | 88%-92%-იანი გამოჯანმრთელების მაჩვენებელი |
| გრანულების ზომის ერთგვაროვნება | ზომის გადახრა 0.5%-ის ფარგლებში |
| განზომილებიანი სტაბილურობა | ერთგვაროვანი ტემპერატურა (±1°C რყევა) უზრუნველყოფს სტაბილურობას |
| დეფექტების შემცირება | ნაკლები მინარევები და დეფექტები |
| ტემპერატურის კონტროლი | ხუთსაფეხურიანი კონტროლი, ±1°C რყევა |
| დნობის ნაკადის სიჩქარის სტაბილურობა | MFR რყევა 3%-ზე ნაკლებია |
| დამატებული ღირებულება და ბაზარზე გავლენა | დამატებული ღირებულების 30%-40%-იანი ზრდა |
| ენერგია და ეფექტურობა | დაბალი ენერგიის მოხმარება, მაღალი ეფექტურობა |
შემცირებული ტექნიკური მომსახურება და შეფერხების დრო
მივხვდი, რომ რეგულარული მოვლა უზრუნველყოფს ჩემი ერთხრახნიანი ლულის შეუფერხებელ მუშაობას გრანულაციის გადამუშავებისთვის. მე ვიცავ მკაცრ მოვლის გრაფიკს და ყოველ კვირას ვამოწმებ ლულას. ყოველთვის ვინარჩუნებ ტემპერატურას და ხრახნის ბრუნვის სიჩქარეს სტაბილურად, რათა თავიდან ავიცილო მანქანაზე დატვირთვა. სუფთა, დახარისხებული პლასტმასის ნედლეული ხელს უშლის დამაბინძურებლებისგან დაზიანებას. ვწმენდ და ვზეთავ მოძრავ ნაწილებს ჟანგისა და ხახუნის თავიდან ასაცილებლად. როდესაც ვხედავ გაცვეთილ ნაწილებს, მაშინვე ვცვლი მათ. ვირჩევ ლულებს, რომლებიც დამზადებულია გამძლე შენადნობებისგან სპეციალური საფარით, როგორიცაა ნიტრირება, მათი სიცოცხლის ხანგრძლივობის გასახანგრძლივებლად.
- ყოველკვირეული ლულის შემოწმებაჩემი აღჭურვილობა იდეალურ მდგომარეობაში შევინარჩუნო.
- სწორი ტემპერატურისა და წნევის პარამეტრები ხელს უშლის ცვეთას.
- სუფთა ნედლეული ამცირებს შიდა დაზიანებას.
- რეგულარული გაწმენდა და შეზეთვა ხელს უშლის ავარიას.
- პროაქტიული ნაწილების შეცვლა თავიდან აგაცილებთ მოულოდნელ შეფერხებებს.
- მტკიცე შენადნობები და საფარი ლულას უფრო დიდხანს ძლებს.
ქარხნები, რომლებიც ამ ნაბიჯებს მიჰყვებიან, ნაკლებ შეფერხებას და შეკეთების დაბალ ხარჯებს აფიქსირებენ. ჩემი გადამუშავების ხაზი ახლა უფრო ეფექტურად და საიმედოდ მუშაობს.
შემთხვევის შესწავლა: JT ერთხრახნიანი ლულა მრავალპლასტმასის გადამუშავებაში
ჩემს ქარხანაში დავამონტაჟე JT ერთხრახნიანი ცილინდრი გრანულაციის გადამუშავებისთვის, რათა დავამუშაო სხვადასხვა პლასტმასის, როგორიცაა PE, PP და PVC. ცვეთამედეგი მასალები, როგორიცაა38CrMoAl და ვოლფრამის კარბიდი, ლულის სიცოცხლის ხანგრძლივობა გავზარდე. ახლა ნაკლებს ვხარჯავ შეკეთებასა და ჩანაცვლებაზე. ჩემი წარმოების ხაზი იშვიათად ჩერდება, ამიტომ მიწოდების ვადებს ვიცავ. გრანულაციის გადამუშავებისთვის განკუთვნილი JT ერთხრახნიანი ლულის თანმიმდევრულმა მუშაობამ გააუმჯობესა ჩემი წარმოება და შეამცირა ხარჯები. ნაკლები შეფერხება და უკეთესი...გრანულების ხარისხი, რაც მეხმარება ბაზარზე კონკურენტუნარიანობის შენარჩუნებაში.
ვხედავ, თუ როგორ წყვეტენ ერთხრახნიანი ლულები გადამუშავების ძირითად პრობლემებს. ჩემი გამოცდილება აჩვენებს უკეთეს დნობის ხარისხს, შერევას და პროცესის სტაბილურობას. გრანულაციის გადამუშავებისთვის განკუთვნილი ერთხრახნიანი ლულის გამოყენებით, მე ვაღწევ უფრო მაღალ ეფექტურობას და საიმედოობას. ეს გაუმჯობესებები ხელს უწყობს უფრო სუფთა ოპერაციებს, ამცირებს ხარჯებს და მეხმარება დავაკმაყოფილო ინდუსტრიის მზარდი მოთხოვნები მდგრადი პლასტმასის გადამუშავების მიმართულებით.
ხშირად დასმული კითხვები
რა პლასტმასის დამუშავება შემიძლია JT ერთხრახნიანი ლულით?
შემიძლია მრავალი პლასტმასის დამუშავება, მათ შორის PE, PP, PS,პოლივინილქლორიდი, PET, PC და PA. კასრი სხვადასხვა მასალას ეგუება ეფექტური გადამუშავებისთვის.
როგორ შევამცირო ცვეთა ხრახნიან ლულაზე?
მე ვიყენებ ლულებს, რომლებიც დამზადებულია მტკიცე შენადნობებისგან, ნიტრიდირებული ან ბიმეტალური საფარით. რეგულარული წმენდა და სათანადო პარამეტრები მეხმარება ლულის სიცოცხლის გახანგრძლივებასა და მაღალი ხარისხის მუშაობაში.
რატომ არის მნიშვნელოვანი დნობის ჰომოგენიზაცია გადამუშავებისას?
დნობის ჰომოგენიზაცია ერთგვაროვან გრანულებს მაძლევს. ნაკლებ დეფექტს ვხედავ და პროდუქტის სიმტკიცეს უკეთესს. თანმიმდევრული შერევა მეხმარება ხარისხის სტანდარტებისა და მომხმარებლის საჭიროებების დაკმაყოფილებაში.

გამოქვეყნების დრო: 2025 წლის 21 აგვისტო